The physical properties of composites are fiber dominant. This
means that when resin and fiber are combined, their performance remains
most like the individual fiber properties. For example, it is not
satisfactory to merely average the tensile strengths of fabric and resin to
determine the strength of a panel. Test data shows that the fibrous
reinforcement is the component carrying the majority of the load. For this
reason, fabric selection is critical when designing composite structures.
The average fabricator has a choice of three types of
reinforcing materials with which to construct a project. These are
fiberglass, carbon fiber, and Kevlar®. All three have their benefits and
shortcomings, and are available in numerous forms and styles.
To
understand composites, there are some key terms that must be understood. The finished product is referred to, so
eloquently, as the piece. The item constructed in the mold is
called the plug. The mold
is the basis for the manufacturing of the part. There are two types of molds; male and
female. Male molds are
the actual shape of the intended piece and female molds are the negative
space that the piece could be formed in. A laminate is the solid part
constructed from a combination of resin and reinforcing fabric. This
also refers to the process, i.e.
laminating. The gel coat,
also known as the surface coat, is a term that technically
applies to polyester-based materials. The term surface coat is
used to describe epoxy or polyester materials that are thickened formulas
of resins which can be used on the surface for cosmetic and protective
reasons. Release
agents are chemicals added to the surface of the mold to help the
release of the part from the mold (Fiber Glast).”
Glass fiber, commonly called fiberglass, is a versatile
and relatively inexpensive composite material. It is the most widely accepted and least expensive reinforcement.
It has been used successfully in many applications since the 1950’s, and
much is known about its properties. It is relatively lightweight, has
moderate tensile and compressive strength, is tolerant of both damage and
cyclical loading, and is easy to handle and machine. Because it is considerably cheaper than carbon fiber
and Kevlar, fiberglass cloth is more widely used in industry (Fiber
Glast).
Carbon
Fiber
The
idea of carbon fiber first came to life when Thomas Edison took out a
patent for the manufacture of carbon filaments for use in electric lamps. Commercial production of this product was
not started until the early 1960’s by Royal Aircraft Establishment at
Farnborough, Hampshire in England. Recently applications of carbon fiber
have been extended to products in numerous industries such as sporting,
transportation, and manufacturing.
Improvement in materials, technologies and customer awareness are
allowing for carbon fiber to be produced at a steadily decreasing price.
The product itself is generally the same in its
composition, and only varies in the care taken to create it as well as its
quality of carbon. Its atomic structure is very
similar to graphite, where it is basically sheets of carbon which are in a
hexagonal shape, but instead of being in parallel with each other as in
graphite, the hexagons of carbon are chaotically strewn together, making the
end product much stronger and more flexible (see Figure 3.1). A carbon
filament is a thin tube with a diameter between 5 – 8 microns. The fibers have high electric
conductivity and low thermal conductivity.
Figure 3.1: Hexagonal Structure
(James)
Carbon
filaments are commonly made by using oxidation and thermal pyrolysis on polyacrylonitrile
(PAN). This is a
polymer which when heated under the correct conditions, most of the
non-carbon contaminants evaporate away. The result after drawing is a filament
which is 93-95% carbon. Lower quality
filaments can be made by using pitch or rayon instead of PAN. Figure 3.2 shows a strand of carbon fiber
as compared to human hair.
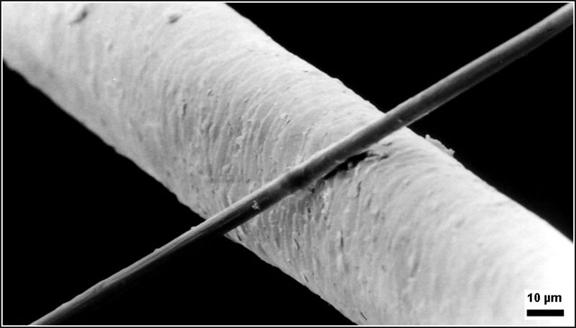
Figure
3.2: A 6 μm diameter carbon filament
compared to a human hair. (Carbon Fibre)
Kevlar
Kevlar
was developed in 1965 at the Dupont Company by
Stephanie Kwolek by synthesizing two monomers and
drawing the solution into a fiber. Kevlar is commonly used as reinforcement
in marine and aviation industries. Kevlar has become most famous for its
military applications. It is used in body armor, gloves, helmets, vehicles,
and many more applications. Military body armor was previously made from heavy metals
and ceramics. The Kevlar used
in the new Interceptor Outer Tactical Vest is five times the strength of
steel by weight. This weight
reduction drastically increases a soldier’s mobility and decreases human fatigue. Kevlar has become such an integral part
of the military that many soldiers refer to their Kevlar helmets as “my
Kevlar.” Kevlar has a
tensile strength of 3GPa. (Kevlar).
Comparison
Table 3.1 shows comparative
properties of Glass Fiber, Carbon Fiber, and Kevlar.
Table 3.1: Materials Properties
|
Property
|
Glass
Fiber
|
Carbon
Fiber
|
Kevlar
|
|
Fabric
Density (g/cm^3)
|
2.5
|
1.78
|
1.44
|
|
Tensile
Modulus (Mpsi)
|
2.5
|
8.2
|
3.8
|
|
Tensile
Strength (kpsi)
|
45.8
|
75.6
|
45.4
|
|
Flexural
Modulus (Mpsi)
|
3
|
6.4
|
2.5
|
|
Flexural
Strength (kpsi)
|
66.7
|
96.5
|
34.5
|
Polyester
Polyester resin is a commonly used substance
because of its flexibility in use and its wide variety of
applications. This product is
commonly available at retail stores for use with fiberglass. In most polyster
resins a catalyst such as Methyl Ethyl Ketone
Peroxide (MEKP) is added to begin curing. Many professionals use polyester
resins because of their low viscosity.
This makes them easy to handle and infuse (Fibre
Glast).
Epoxy
Epoxy
resins are not as versatile as polyester resins and must be used with
greater care. However, some say that
epoxies provide a superior part. In
many tests, epoxy resins made a tougher part allowing it to absorb more
energy before failure. Epoxies are usually more expensive and are viscous
making them difficult to work with and even more difficult to infuse (Fibre Glast).
Vinyl Ester
Vinyl
ester resin qualities lie between those of polyester and epoxy. Its most important characteristic is
corrosion resistance. For this reason, vinly
esters are commonly used in boat hulls, fuel tanks, and chemical storage
tanks. The most important drawback
to vinyl ester is its short shelf life of about 90 days (Fibre Glast).
Resin
Transfer Molding
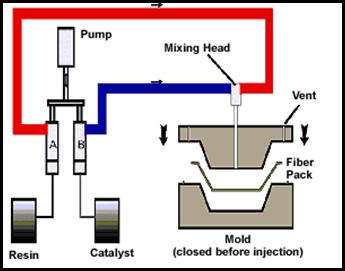
Resin
Transfer Molding (RTM) is a process by which reinforcing fiber is held in a
closed mold at room temperature and atmospheric pressure. Resins are injected into the mold via
injection ports. Air and excess
resin escape the mold through vents. This process provides a smooth, defined
finish on both sides of a part. Resin Transfer Mold provides
a part with very few voids and consistent resin concentration. In common applications, the reinforcing
material is glass fiber and the resin is an epoxy that is a mixture of a
resin and a catalyst. Figure 3.3 is a
basic diagram of the process.
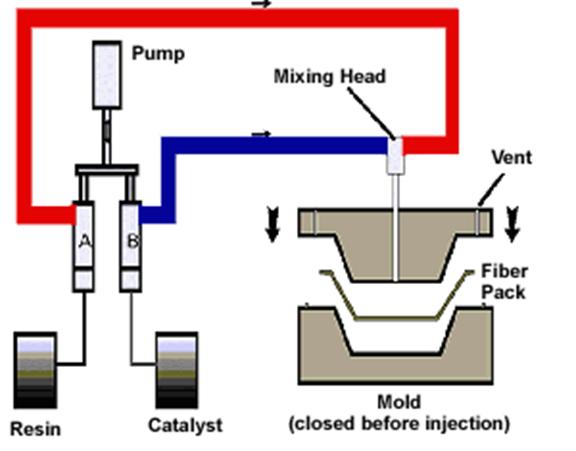
Figure 3.3: (Resin Transfer Molding)
In
order to control resin and make a smooth part, materials can be placed
inside a plastic bag to which a vacuum is applied. This removes air from the part making a
very low void ratio (air in the product). It also holds the material
tightly against the mold making the part very smooth on both sides (Vacuum
Bagging).
Contact
Molding
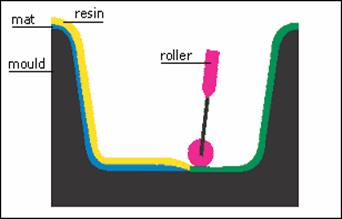
Contact molding is commonly
known as hand lay-up. In this process, a mold is layered with various
materials to produce the product. Then using a roller press or a brush, the
material is pressed to form one component as shown in Figure 3.4. Examples of applications are plane wings,
motorboats, and train noses such as Figure 3.5 (Hand Lay Up
Process).
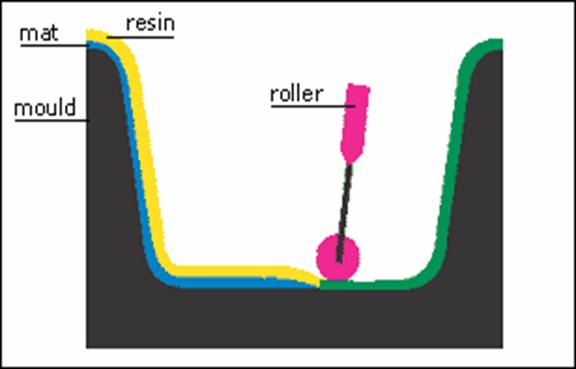
Figure 3.4: Hand Lay-Up
Process (Hand Lay-Up Process)

Figure 3.5: Bullet Train (Hand
Lay Up Process)
Oven
The ovens used in composite manufacturing work on the
same principles as a household baking oven. These ovens cure composites at high
temperature and a pressure of 1 atmosphere. The composites lab available to students
has an oven with 12 cubic feet of heated space.
The most common use of autoclaves is the
sterilization of surgical and scientific instruments. They operate at high temperature and high
pressure. The temperature and pressure can be varied to achieve the
engineer’s desired results. The composites lab available to students does
have a large autoclave but the facilities have prohibited its set-up and
projects have not deemed its connection necessary. Thus, the autoclave is not set up or
connected to any of its needed systems and is not available for the group’s
use.
Many composites can be cured at room temperature. This process is simple, inexpensive, and
is capable of producing very strong parts. Parts may take longer to cure but in
many cases this is preferred to the costs of owning and operating large
ovens and autoclaves.