The first fuselages were built with a four part
design as in the Bullwinkle 1 model. This model was very strong and
aerodynamic. The first prototype was constructed with 3k plain weave carbon
fiber. “3k” means that each strand consists of 3,000 fibers of carbon. This
fabric was easy to work with but the loose weave left a porous surface in
the fuselage even with two layers.
The vinyl ester resin worked well in conjunction with the vacuum infusion
process as the research suggested it should. Figure
5.1 shows the final design of the parts of Group 15’s first
Bullwinkle. In this model the three
parts of the main structure are held together with bonding strips cut from
excess material from the lay-up process.
The parts were allowed to cure at room temperature for 18 hours and
were bonded together with epoxy.
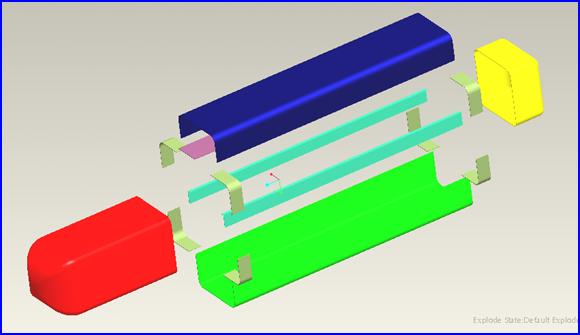
Figure 5.1: Original Design
At beginning of the fall semester, the team
constructed the same design from a different type of carbon fiber cloth.
This new material was tight 3k twill weave material. As opposed to the plain weave, light did
not pass readily through even one layer of this material. This new material
increased the weight to around 130 grams.
This made the fuselage heavier, but close
enough to the specifications to be approved by the sponsor. It also allowed
for a much more aerodynamic and stronger structure.
With an elementary knowledge of composites, the group
looked for other ways to improve the design. The team evaluated laying up
the whole structure at one time. As
it sounds, this was very difficult, and was quickly abandoned. The best fuselage design was constructed
in two main parts instead of four, which was an appropriate compromise of
the previous ideas. After bonding,
the fuselage is a complete shell with cutouts. The process is still the same but the
fuselage is much stronger and requires much less secondary labor. In the original design, the group
required about ten man hours of labor to make a complete fuselage after the
main parts were infused. This work
is known as secondary labor. With
the final design, the secondary labor is cut to about 1 hour.
The final design used the 3k twill weave carbon fiber
material. This material was infused
with vinyl ester resin through the vacuum infusion process. The molds were
female plaster molds as they have worked well throughout this project. The main design difference was the shape
of the parts. The structure of the
fuselage was made from two main parts. All the other parts were cut from a
flat infused sheet of carbon fiber.
A major area of time saving was the method of cutting. All of the flat pieces and the openings
in the fuselage were cut using the water jet cutter. This provided extremely quick and
accurate cuts that needed only minimal sanding. The bonding material was changed from JB
Weld epoxy to a two part, five minute epoxy, available at most stores. Carbon fiber dust (made from sanding) was
added to the clear epoxy for color.
Also, in the spring semester, Group 15 designed and
built motor mount plates. The plates
were designed on a sketch program called Omax
Layout. The plates, designed to
promote air flow through the motor, were cut from 0.064” thick 2024
aluminum. Figures 6.1, 6.2, and 6.3
show renderings of the final fuselage design.
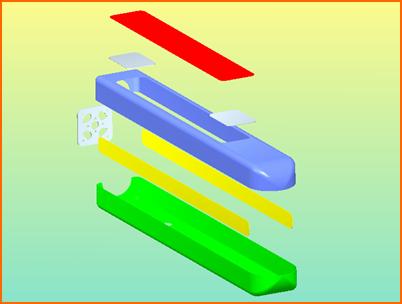
Figure 6.1: Final Design Explosion
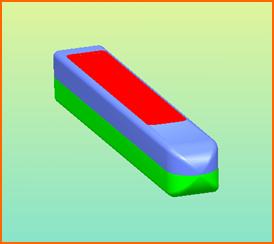
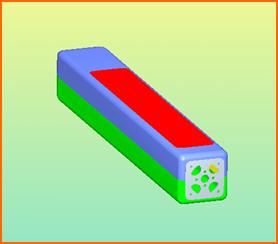
Figure 6.2: Final Design
(Isometric) Figure 6.3:
Final Design (Rear Isometric)
