
Materials
Glass
Fiber
Glass fiber, commonly
called fiberglass, is a Versatile and Relatively Inexpensive Composite Material. To understand
fiberglass, there are some key terms
that must be understood. The finished
product is referred to, so eloquently, as the piece. The item constructed in the mold is called
the plug. The mold is the
basis for the manufacturing of the part.
There are two types of molds; male and female. Male molds are the actual shape of the
intended piece and female molds are the negative space that the piece could be
formed in. A laminate is the
solid part constructed from a combination of resin and reinforcing fabric. Also
refers to the process, i.e. laminating.
The gel coat, also know as the surface coat. Gel coat is a term that technically applies
to polyester-based materials. The term surface coat is used to describe epoxy
or polyester materials that are thickened formulas of resins which can be used
on the surface for cosmetic and protective reasons. Release agents are chemicals added to
the surface of the mold to help the release of the part from the mold. The last term discussed will be the parting
dam or flange. This tool “creates a
surface for materials to be molded against, perpendicular to the parting plane
of symmetry. The flange aids in clamping
or bolting the mold sections together, as well as serving as a mounting point
during vacuum bagging operations.”
Because it is considerably cheaper than carbon fiber and
Kevlar, fiberglass cloth is more widely used for. “Fiberglass cloth comes in a
wide variety of styles and weights, making it ideal for many applications.
High-strength weave styles are available, and these could be considered cost
effective alternatives to the advanced fabrics” (Fiber Glast).
Kevlar
Kevlar was developed in 1965 at the Dupont Company by
Stephanie Kwolek by synthesizing two monomers and
drawing the solution into a fiber.
Kevlar is commonly used as reinforcement in marine and aviation
industries. Kevlar has become most
famous for its military applications. It is used in body armor, gloves,
helmets, vehicles, and many more applications. Military body armor used to be
made from heavy metals and ceramics. The
Kevlar used in the new Interceptor Outer Tactical Vest is five times the strength
of steel by weight. This weight reduction
drastically increases a soldier’s mobility and decreases fatigue. Kevlar has become such an integral part of
the military that many soldiers refer to their Kevlar helmets as “my Kevlar.” Kevlar has a tensile strength of 3000MPa. It
is very light but is heavier than fiberglass and carbon fiber (Kevlar).
Carbon Fiber
The idea of carbon fiber first came to life when Thomas
Edison took out a patent for the manufacture of carbon filaments for use in
electric lamps. Commercial production of
this product was not started until the early 1960’s by Royal Aircraft Establishment at
Farnborough, Hampshire in
The product itself is generally the same in its
composition, and only varies in the care taken to create it as well as its
quality of carbon. Its atomic structure
is very similar to graphite, where it is basically sheets of carbon which are
in a hexagonal shape, but instead of being in parallel with each other as in
graphite, the hexagons of carbon are chaotically strewn together, making the
end product a lot stronger and more flexible.
A carbon filament is a thin tube with a diameter between 5 – 8
microns. The fibers have high electric
conductivity and low thermal conductivity.
Figure 2: Hexagonal Structure (James)
Carbon filaments
are commonly made by using oxidation and thermal pyrolysis on polyacrylonitrile
(PAN). This is a polymer which when
heated under the correct conditions, most of the non-carbon contaminants
evaporate away. The result is after
drawing is a filament which is 93-95% carbon.
Lower quality filaments can be made by using pitch or rayon instead of
PAN.
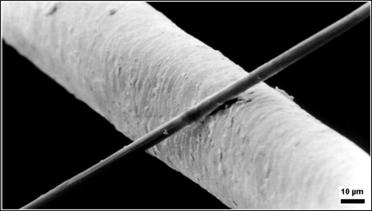
Figure
3: A 6 μm diameter carbon filament compared to a human hair. (Carbon
Fiber)
Resin
Polyester
“Polyester resin is a general-purpose resin suitable for a
wide variety of applications. Methyl Ethyl Ketone
Peroxide (MEKP) must be used as the catalyst to begin the curing process. Catalyzation rates can be varied with polyester resins and
environmental conditions. In thin laminations or when gel coat is sprayed as a
topcoat, the surface may remain tacky and not cure properly if left exposed to
the air. To get a complete cure, thin laminations or top coats must contain
either styrene wax solution of have a coat of polyvinyl alcohol (PVA) solution
sprayed over them to seal out the air” (Fiber Glast).
Epoxy
“Epoxy resins are not as
forgiving in their measurement as polyester resins, but epoxies provide a
greater part strength and dimensional stability. They also adhere to other
materials better than polyester resins. Epoxy hardener ratios can’t be varied,
and adequate temperatures (at least 70 degrees F) must be maintained during the
curing process. Epoxy resin systems tend to cost more than polyester resins,
but they are a virtual necessity in some repair applications, such as with
Sheet Molded Compound (SMC). Epoxy resins are also highly recommended for use
with Kevlar® and carbon fiber” (Fiber Glast).
Vinyl Ester
“Vinyl ester possesses
qualities that fall between polyester and epoxy resins for the most part. It
excels above both, however, in the areas of corrosion resistance, temperature
resistance (it’s good to 300 degrees F), and toughness. Common uses include
boat hull repair, full tank construction and chemical storage tank linings.
Like polyester resin, it is catalyzed with MEKP, but vinyl ester has as shorter
three-month shelf life” (Fiber Glast).
Bonding Processes
Resin Transfer Molding
Resin
Transfer Molding (RTM) is a process by which reinforcing fiber is held in a
closed mold at room temperature and atmospheric pressure. Resins are injected into the mold via
injection ports. Air and excess resin
escape the mold through vents. This
process provides a smooth, defined finish on both sides of a part. Resin
Transfer Mould Provides a part with very few voids and consistent resin
concentration. In common applications,
the reinforcing material is glass fiber and the resin is an epoxy that is a
mixture of a resin and a catalyst.
Figure 4 is
a basic diagram of the process.
Figure 4 (Resin Transfer Molding)
Vacuum Bagging
The
concept of vacuum bagging is to place the object in construction in an airtight
bag and then remove the air from it creating an airtight seal around the
product. Some of its uses include
wrapping items for storage and transport, creating a tight seal around products
in which the chemicals of the process must not escape, and laminating
products. Some of the pros for this process
is an unnoticeable increase in weight, the bag is evenly distributed which in
turn increases strength and durability (Vacuum Bagging).
Contact Molding
Also
called hand lay-up, in this process, a mold is layered with various materials
to produce the product. Then using a
roller press, the material is pressed to form one component as shown in Fig
1. Or perhaps before the product is
finished, more layers are added after the initial set of layers dry.
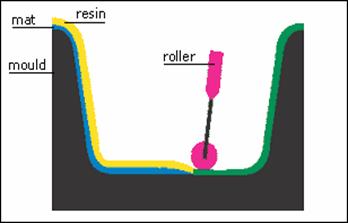
Figure 5 (Hand Lay Up Process)
The main ingredient is resin, which promotes adhesiveness
and rigidity. Products of any size can
created through this process however, it is a timely process. Examples of applications are plane wings,
motorboats, and train noses such as Figure 6 (Hand Lay Up
Process).

Figure 6 (Hand Lay Up Process)
Curing
Autoclaving
An autoclave is a device that
sterilizes an item at values of high pressure.
Some examples are needles and surgical instruments. An autoclave could possibly be used in the space
industry where the parts and components need to be as sterile as possible
(Autoclave).
Room Temperature
Many composites can be cured at room
temperature. This process is simple, and inexpensive and is capable of producing very
strong parts.
References
“Autoclave” 2007.
Lexico Publishing Group, LLC 10 October 2007 www.dictionary.com
“Autoclave”
14:24, 8 Oct 2007 Wikipedia 10
October 2007 http://en.wikipedia.org/wiki/Autoclave
"Autoclave." Encyclopædia Britannica. 2007 Encyclopædia Britannica Online. 10 Oct. 2007 <http://www.britannica.com/eb/article-9011357>.
“Carbon Fiber.”
http://en.wikipedia.org/wiki/Carbon_Fibre (7 Oct 2007).
“Carbon
Fiber Guide.” http://www.asbury.com/pdf/CarbonFiberGuide.pdf (June 2003).
“Fibre
Glast Developments.” 10 October 2007.
http://www.fibreglast.com/contentpages-molding+fibreglass-171.htm
“Growth
opportunities in Carbon Fiber Market 2006-2011.”
http://www.e-composites.com/marketcarbon.asp (November 2006).
“Hand Lay Up Process” 1996-2004 Design Insight ©1996-2007 10 October 2007 http://designinsite.dk/htmsider/p0102.htm
“Hex Tow Carbon Fiber
Selection Guide.” http://www.hexcel.com/NR/rdonlyres/
225E3CA5-965B-4B29-9A920CE184B1DDF3/0/CarbonFiber_ SG_US.pdf (June 2007)
James, Mathew. “An Introduction to
Carbon.” http://www.chm.bris.ac.uk/webpro jects2002/mjames/carbon.html (15 June
2002).
“Kevlar.”2007. www.kevlar.com Accessed: 2 Oct 2007.
“Resin Transfer Molding,” JHM
Technologies, inc.
www.rtmcomposites.com/whatrtm.htm2005 Accessed 5 Oct 2007.
Tomba.
“Carbonfibre.”
http://www.f1technical.net/articles/3 (21 Sep 2002).
“Vacuum Bagging” 21 September 1996 Chris Fouquet 10 October 2007 http://www.pilotsguide.com/rc/vacbag.shtml