Meet the team

Co-Define Phase Leader
Industrial Engineer

Co-Define Phase Leader
Industrial Engineer

Measure Phase Leader
Mechanical Engineer

Analyze Phase Leader
Electrical Engineer

Improve Phase Leader
Electrical Engineer

Control Phase Leader
Mechanical Engineer
The project sponsors are CREST Center for Additive Manufacturing and Ford Motor Company.

Dr. Tarik Dickens
Team Advisor.
Ford Motor Company is a multinational automobile manufacturer that has pioneered automatized 3D printing and robotic collaboration. The Centers of Research Excellence in Science and Technology (CREST) Center for Additive Manufacturing promotes additive manufacturing of a variety of products at the FAMU-FSU College of Engineering. CREST focuses on the additive manufacturing of conventional and novel device structures.Not only is the worldwide market for 3D printing valued at around 12.6 billion U.S. dollars for 2020, but the industry is expected to grow at a compound annual growth rate of 17 percent between 2020 and 2023. Unfortunately, it has been discovered that there are harmful effects of off-gassing and byproducts from processing plastics. Some health risks of 3D printing include eye, nose, and throat irritation; nausea; dizziness; loss of lung capacity and decreased lung function; eye damage; and heart disease. This project involves designing and building a carbon capture system to report, monitor, and analyze volatiles. If this project is successful it will help to eliminate the health and environmental risks of additive manufacturing, enabling Ford to continue spearheading the additive manufacturing process while progressing towards its carbon neutral goal. This will create a safer working environment for individuals who are exposed to 3D printing and reduce the risk of negative environmental impact due to 3D printing.
For the Define phase, the objective was to collect customer requirements and understand the projects goals, scope, and deliverables. The team learned that the current state of the art for 3D printer carbon capture systems is limited, with some 3D printer covers and charcoal carbon filters on the market, but no product is a market leader. The team then developed a prototype concept that includes temperature sensors, ventilation, emissions measurement equipment, and an acrylic enclosure for the 3D printer.
The goal of the measure phase is to understand the extent of the problem by defining the baseline performance, identifying process performance indicators, developing a data collection plan, collecting data, and validating the measurement system. The team's primary objectives of the measure phase were to identify volatiles and optimize the 3D printing room layout. After completing research during the define phase and conducting stake holder surveys, the team concluded that temperature, air quality, and volatile organic compound (VOC) sensors should be used to obtain a well-rounded set of data. Air quality, temperature, and VOC measurements are indicative of conditions created due to 3D printing. Measurements taken prior to rearranging the room layout and implementing a carbon capture system will become the baseline. These carbon capture sensors are assembled into a circuit connected to an Arduino board, outputting real-time measurements to a team member's computer. After conducting stake holder surveys and observing teaching assistants set up and begin a 3D print job, the team optimized the 3D printing room layout to reduce the amount of travel time between workstations and improve ergonomics.
The primary objective of the Analyze phase is to use data to identify the root causes of the problem and analyze sources of waste due to overproduction, inventory, waiting, and motion. With the goal of improving efficiency the team consulted with the sponsor and clarified the project scope. Findings during the measure phase showed that when an enclosure was placed around the 3D printer VOC levels in the room were dropped to baseline levels relatively equal to when there are no 3D printers running, less than 20 parts per billion (ppb). The challenge now is to design a CAD prototype for how these emissions will be monitored and filtered out of the enclosure so that these emissions are not released into open air once the enclosure is opened.

The define phase is the first of five phases in the six sigma DMAIC methodology for developing or improving a process. The goals of the define phase are to understand the project scope and purpose, map the current process, identify customer requirements and expectations, and estimate timelines and costs associated with the project.
This project requires a new process that involves capturing and possibly releasing harmful emissions produced from polymers used during the 3D printing process. The team will oversee the 3D printing process being conducted in the 3D printing lab in A208, to evaluate and measure the emissions being released during the time of operation. After collecting data the team will design a protorype for a 3D print farm enclosure equipped with sensors and filters to monitor and eliminate harmful off-gassing.
1. Understand the 3D Printing Process
2. Research materials needed for the prototype
3. Research health and safety impacts while 3D printing
4. Begin brainstorming ways to improve additive manufacturing room layout
Overall Project Requirements
1. Optimize the 3D printing room layout and improve work conditions for the graduate students
2. Create a prototype of a carbon capture system
3. Ventilate emission gases released during 3D printing
1. Sketch of additive manufacturing room layout
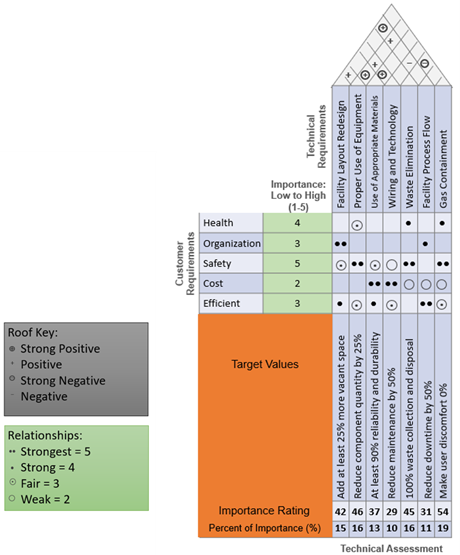
2. House of Quality
3. Define Phase poster, report, and presentation
4. Define Phase Website
The House of Quality (HOQ) showcases numerous aspects of the project and their levels of importance such as the customer needs, technical requirements, correlation matrix, relationship matrix, and technical assessment. The customer requirements highlight what is asked for by the lab participants. This includes graduate students, advisors, and teaching assistants that use the lab. Key components such as health, organization, safety, cost, and efficiency are noted. The technical requirements are comprised of what can be done by the team to meet the customer requirements. This includes improving the facility layout, process flow, and other important qualities.
3D printing, or additive manufacturing, is the process of creating a 3D solid object from a digital file. This is typically done by melting plastic filaments and building up the object layer by layer. Melting these filaments does release emissions into the air such as volatile organic compounds and ultrafine particles. Long term exposure to either can result in health issues. Some current solutions that tackle these emissions include 3D printer enclosures and special air filters. A 3D printer enclosure works to prevent the emissions from escaping into open air, instead keeping the emissions confined to a closed space. Air filters are typically used in combination with a 3D printer enclosure to filter out emissions. A high efficiency particulate air, or HEPA, filter can be used to remove ultrafine particles, and an activated carbon filter can be used to remove volatile organic compounds. These can be used in combination to filter out both types of emissions.
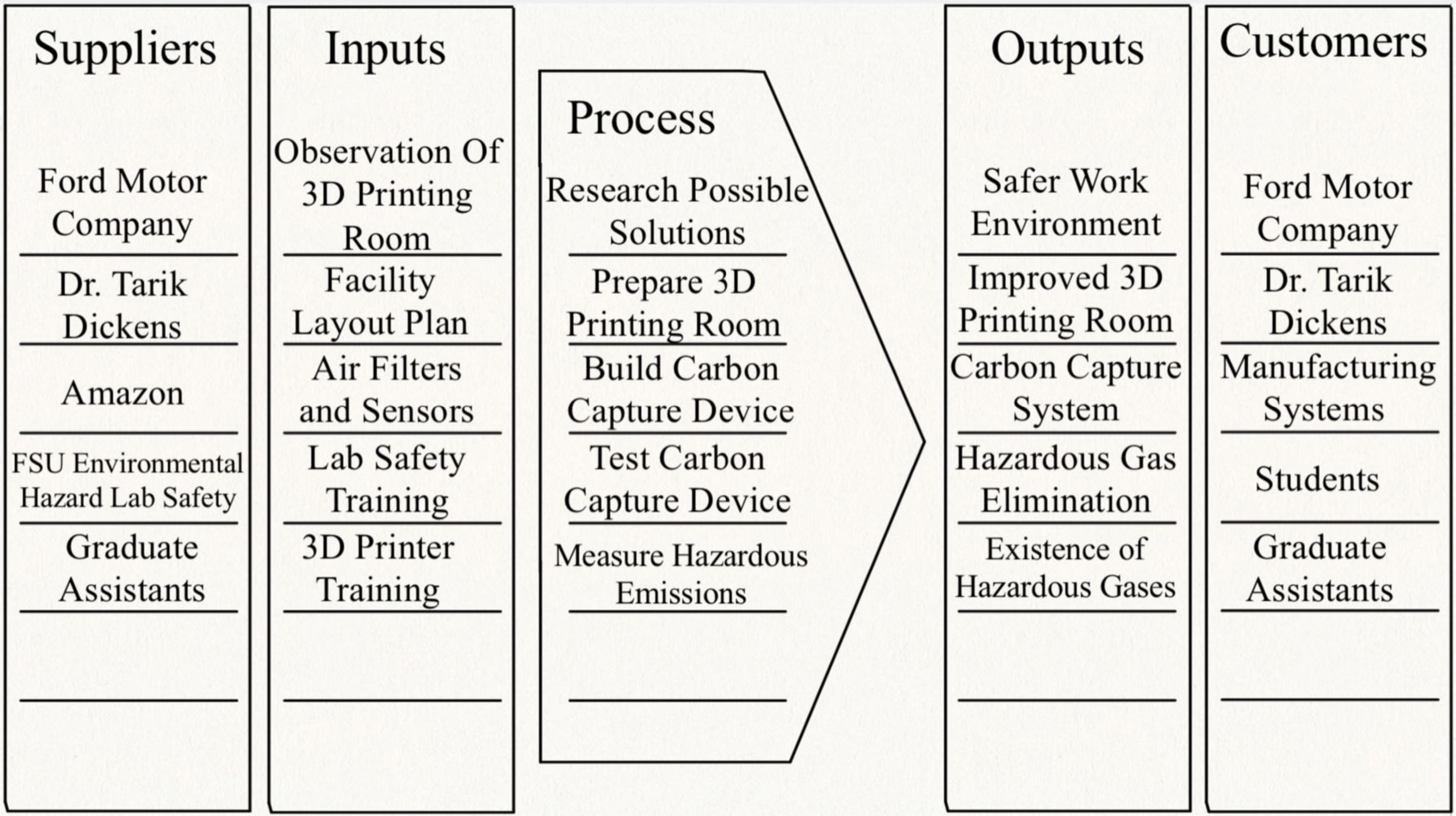
From the suppliers list in the SIPOC (Suppliers, Inputs, Process, Outputs, Customers) diagram the following items will be provided: funding, materials for a prototype, and functional 3D printers for testing. The inputs describe all the tasks previously and currently being done to move forward in this phase of the project. From these inputs, our outputs should be a full carbon capture system comprised of sensors, filters, and an enclosed case for the 3D printer. This would eliminate hazardous gas emissions from the printing process.
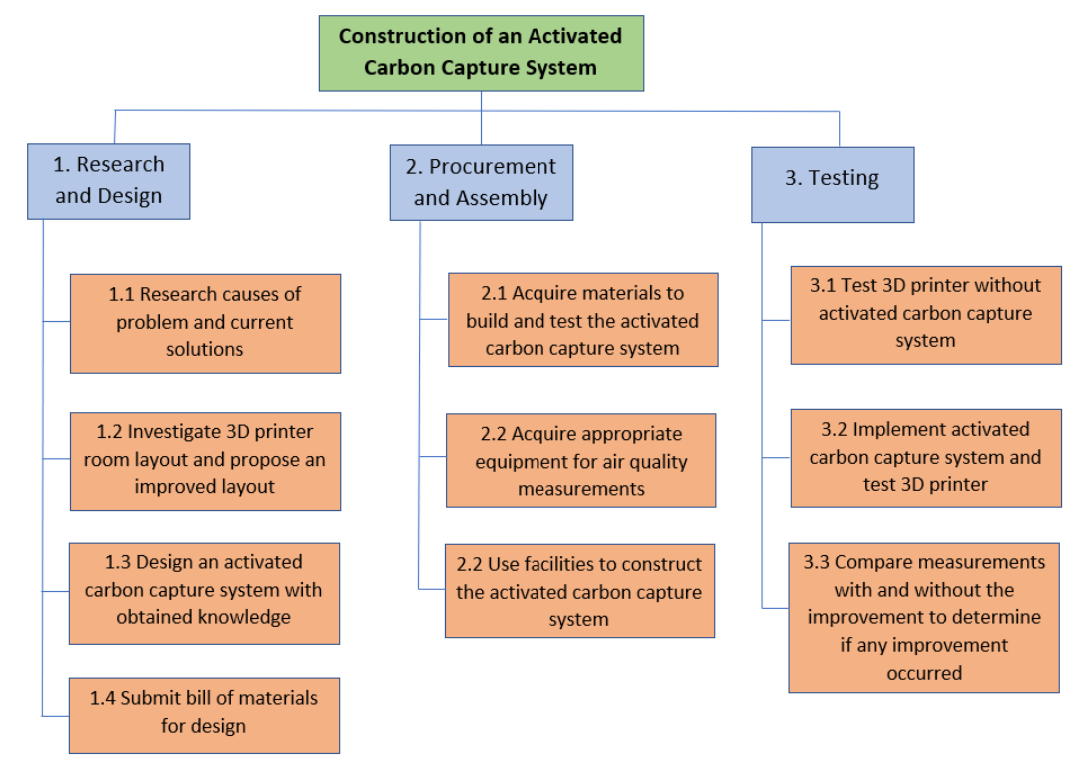
The work breakdown structure was designed to show how deliverables will be used in establishing the work necessary to design and build an activated carbon capture system to address the potentially harmful effects of the off-gassing and byproducts from 3D printing. It describes what work is required to meet the deliverables required for this project.
The measure phase is the second of five phases in the six sigma DMAIC methodology for developing or improving a process. all about assessing the extent of the issue and using data to quantify it. This is done by taking baseline measurements of the current process, collecting data, validating the measurement system, and analyzing the capability of the process.
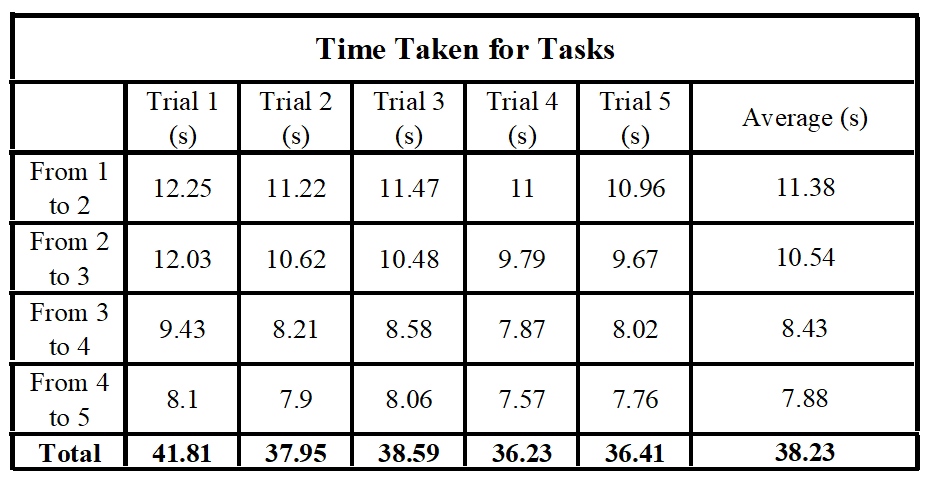
In order to measure the current process the team observed the teaching assistants during the 3D printing process. The TA was timed 5 times walking from the 3D printing room entrance, to their most used workstation, to a 3D printer on the opposite end of the room, to another 3D printer on the opposite side of the room, and to the 3rd 3D printer on the opposite end of the room. This is the team's baseline measurement for the room layout and was used to optimize the room layout.
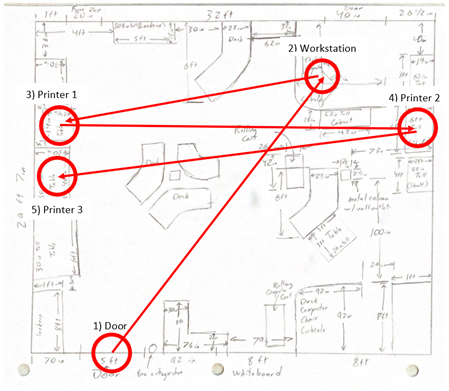
Path taken in original room layout
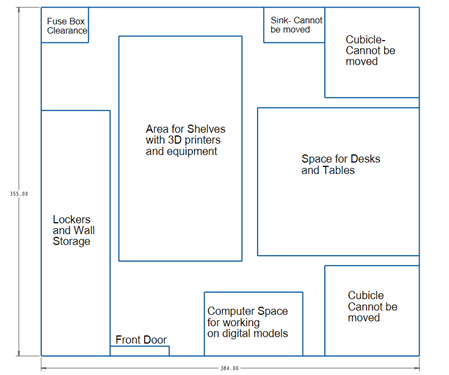
Optimized room layout
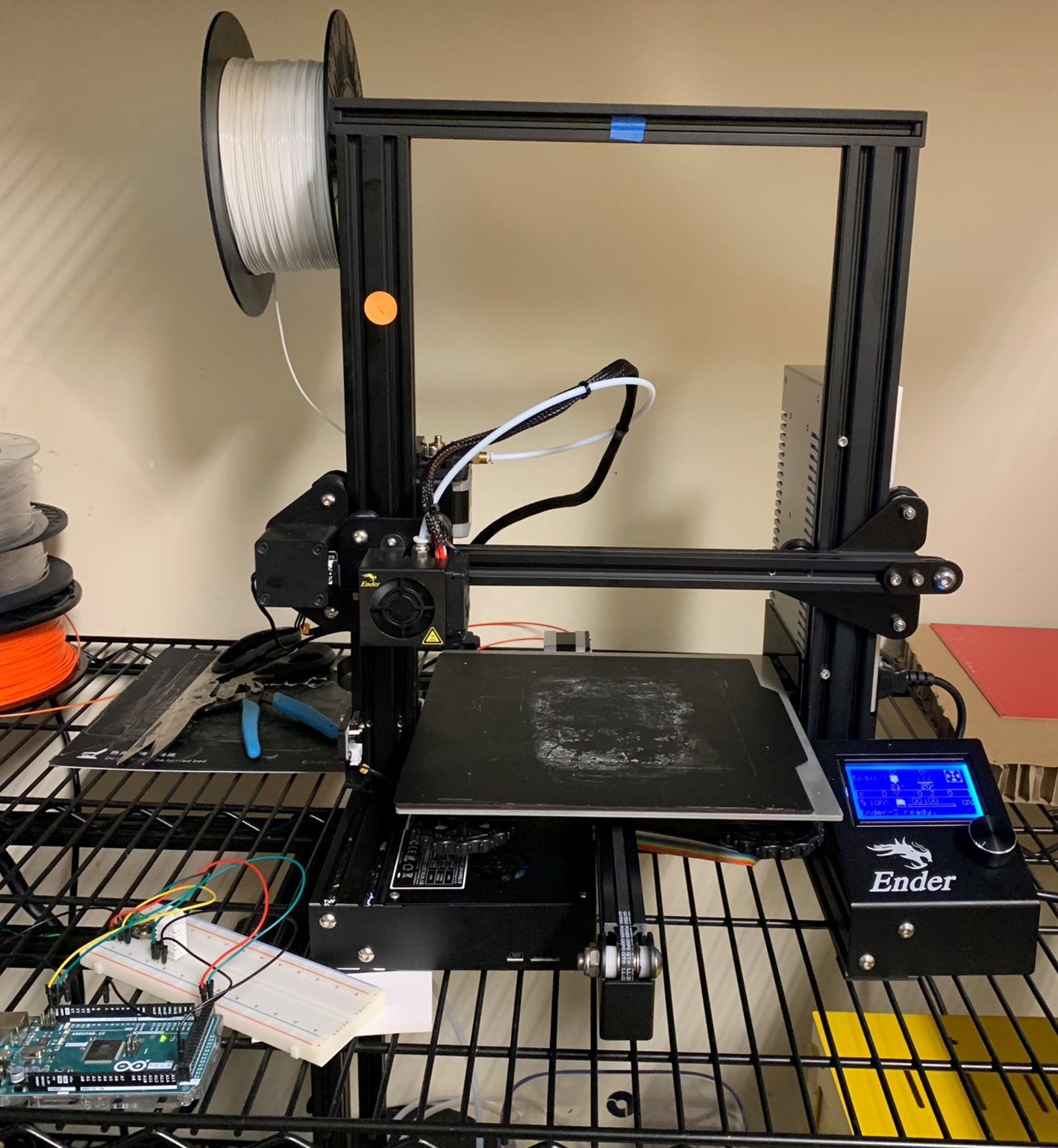
At the High-Performance Materials Institute located in Innovation Park, our sponsor allowed the team to use two of the 3D printers for measurements. First, an uncovered Creality Ender 3 Pro was used for measurements. A VOC sensor was used to gather VOC concentrations in front of the 3D printer before the printer is active. Following this, the 3D printer was started up and left to print for 5 minutes before gathering VOC concentrations in front of the 3D printer a second time.
Following this, the team was allowed to use a different Creality Ender 3 Pro with an enclosure. This was done to test the effectiveness of the enclosure at preventing off-gasing from being released into open air. A similar test as the previous one was done. A VOC sensor was used to gather VOC concentrations in front of the 3D printer before the printer is active. Following this, the 3D printer was started up and let to print for 5 minutes before gathering VOC concentrations in front of the 3D printer a second time. For the second time, sensor data was gathered inside the enclosure.
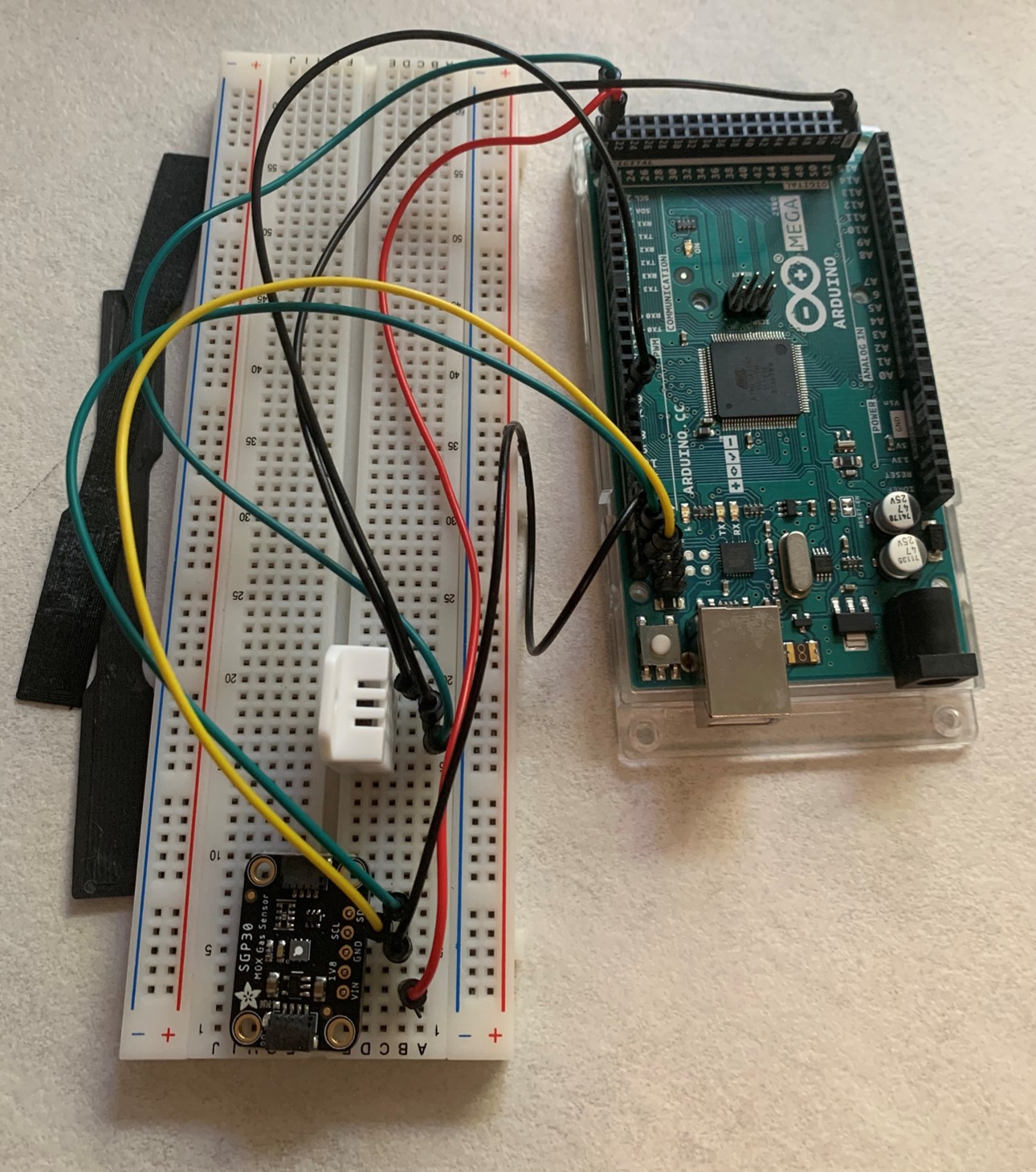
VOC, Temperature, and Air Quality sensors connected to an Arduino
VOC, temperature, and air quality sensors connected to an Arduino board
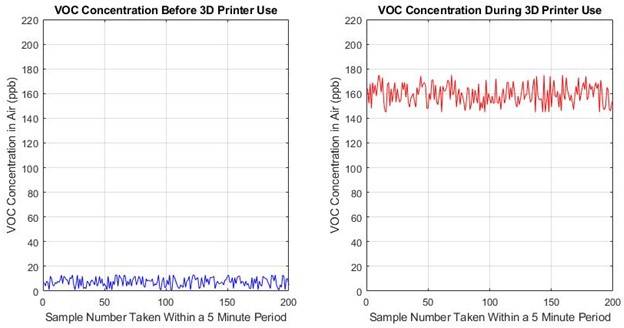
VOC concentration before and while the 3D printer ran for 5 minutes
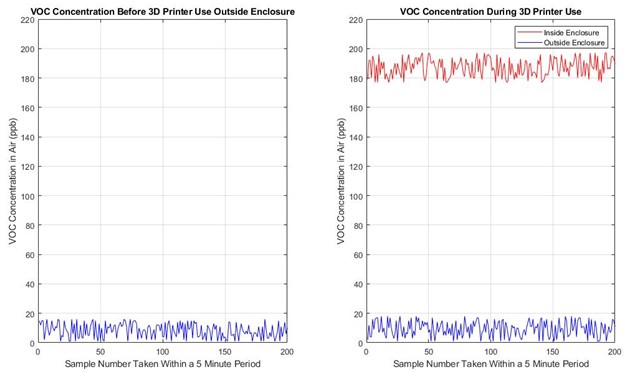
VOC concentration outside of the enclosure before and during 3D printer use
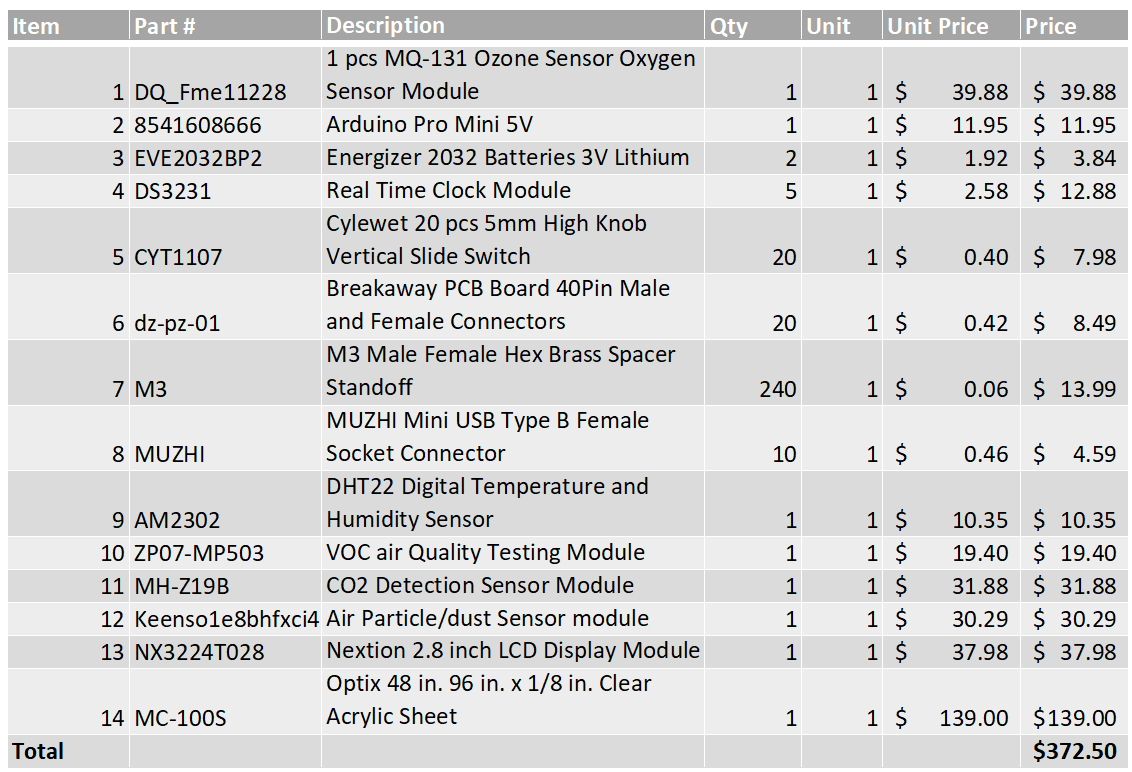
There is a budget of $2,000 allotted for this project. Thus far the team plans to use $372.50.
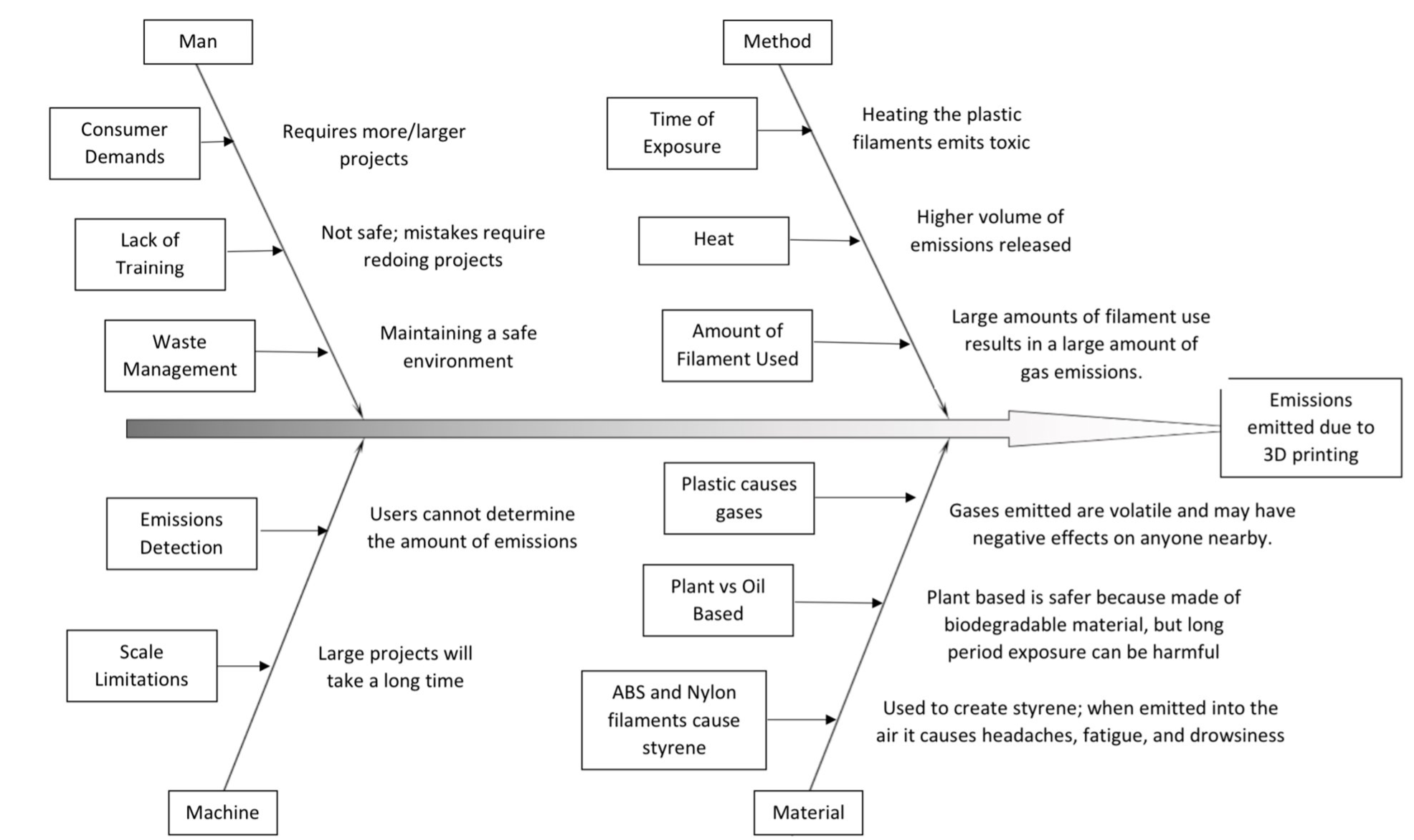
The analyze phase is the third of five phases in the six sigma DMAIC methodology for developing or improving a process. The primary objective of the analyze phase is to identify the root causes of the problem, which in this case is the production of emissions due to 3D printing.
During this phase the project's scope shifted from an enclosure system for a single Ender 3 Pro 3D Printer, to an enclosure system for a print farm of Ender 3 Pro 3D printers. Additionally, the team is tasked with designing a complete CAD prototype of the system instead of building a physical prototype, this design will then be used by future groups for the production of 3D print farm carbon capture systems. Below is the first draft of this print farm enclosure, the team has decided to develop stackable enclosures with four 3D printers per row. The enclosure consist of aluminum extrusions and joints with transparent acrylic panel siding to allow users to see the progress of each print without risking exposure to toxic emissions.

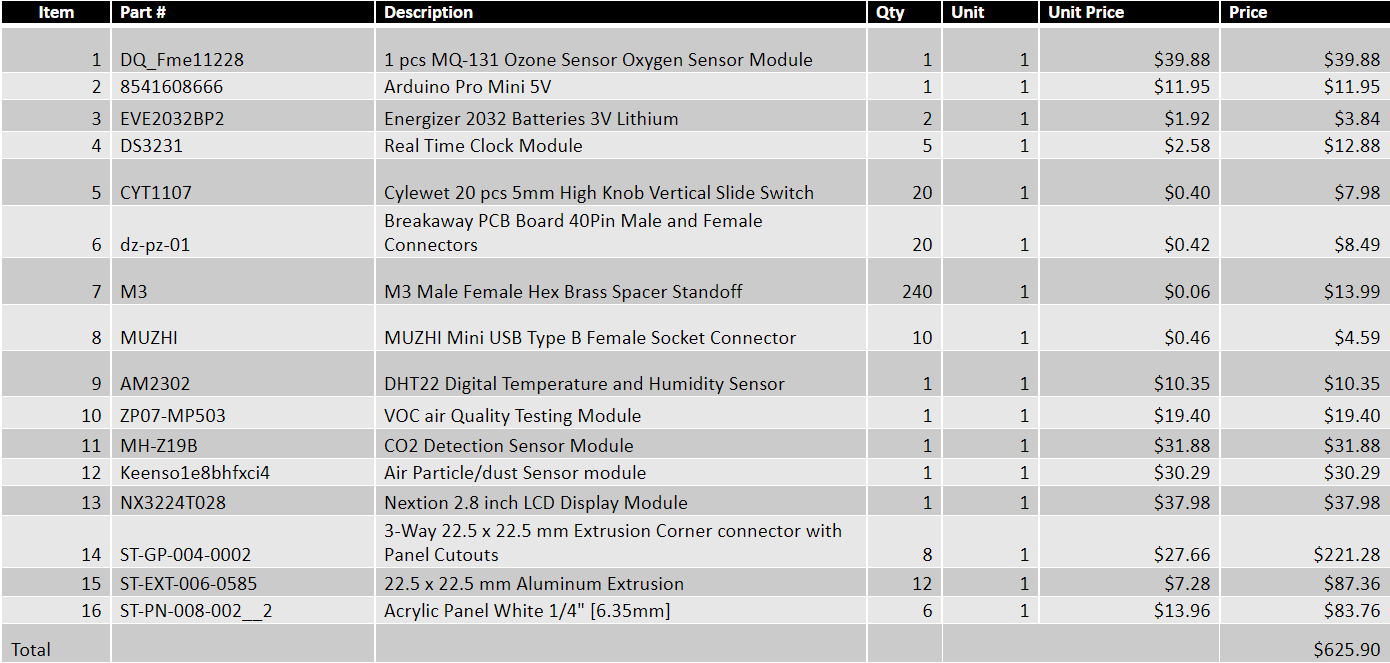
Due to the change in the project's scope during the Analyze Phase, the team does not require a physically created prototype, however, a digital design composition will proceed as the project's completion. The parts that were purchased during previous phases will still be utilized to aid the team in a better understanding of resulting measurements as well as data collection reporting. A full Bill of Materials (BOM) will be constructed to project an anticipated budget for succeeding teams that will resume the course of the project.
The improve phase is the fourth of five phases in the six sigma DMAIC methodology for developing or improving a process. The primary objective of the improve phase is to determine the solutions for the problems identified in earlier stages of DMAIC and eliminate the root causes by implementing improvements.
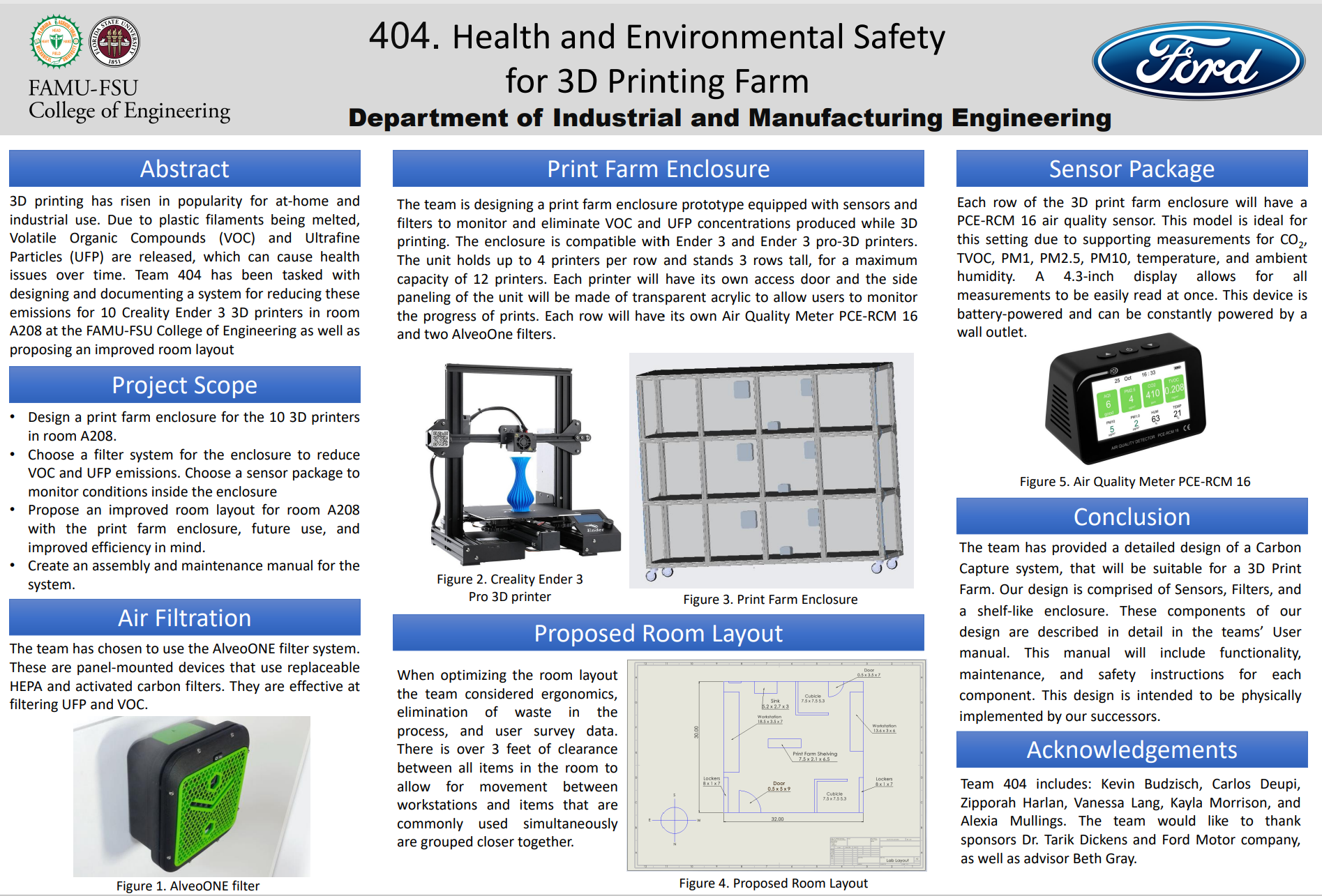
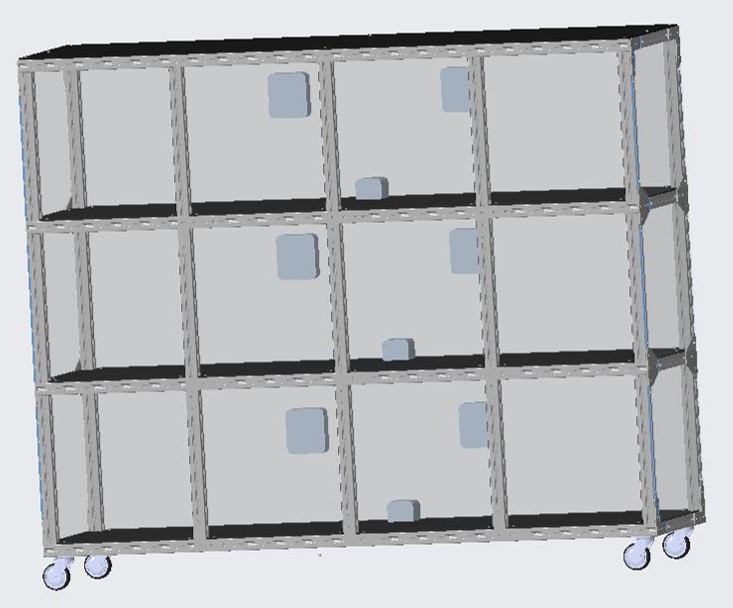
Accounting for ergonomic standards, in the final design the bottom shelf will be raised approximately 2 feet above the ground. Each printer will have its own access door and all panels will be made of transparent acrylic for monitoring of print progress. Each row has a maximum capacity of four printers, with two filters and one sensor system per row. Equipped with heavy duty castor wheels this enclosure is mobile, allowing for simple modification of the room layout if another unit is added to the room.
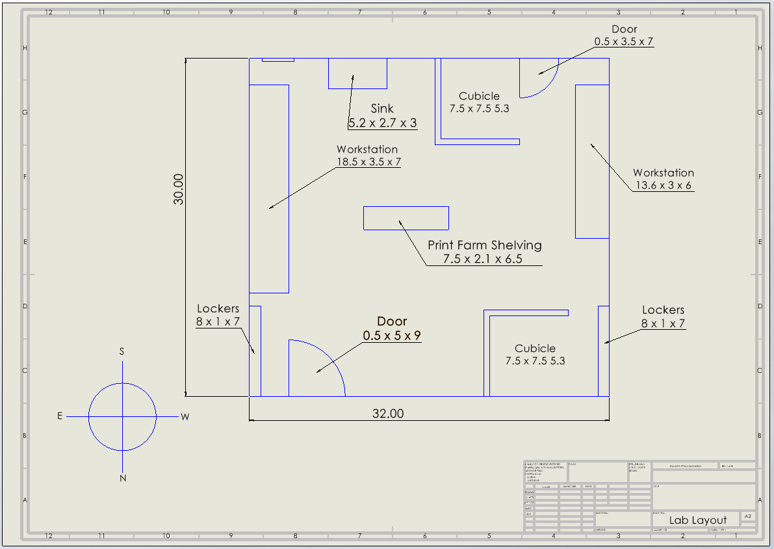
This room design allows for at least 3 feet of walking space between each workstation and moves workstations that are commonly used simultaneously closer together.

The AlveoONE filter was selected because it can be wall-mounted on the enclosure to optimize space and works well to eliminate UFPS and VOCs.
The control phase is the fifth of five phases in the six sigma DMAIC methodology for developing or improving a process. The primary objective of the control phase is to ensure the improvements maid are maintained and the process does not revert back to how it was before.
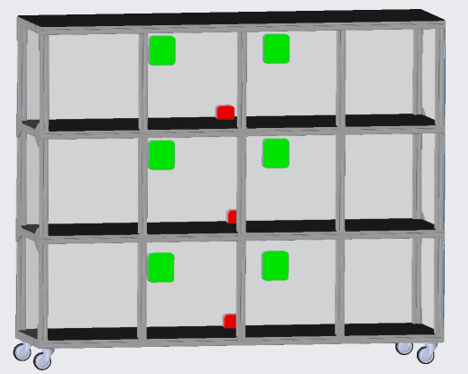
The final CAD design for the print farm carbon capture system has a maximum capacity of 12 Ender3/Ender 3 Pro 3D printers. Each row of the enclosure is equiped with 2 AlveoOne filters and 1 PCE-RCM-16 Air Quality Meter, for a total of 6 filters and 3 sensors. There are 4 castor wheels supporting the weight of the enlcosure, allowing for easy relocation of the unit. Being able to move the unit will be beneficial if the print is expanded and another unit will be added to the 3D printing room.
This project is the first phase of the design, so the future team responsible for assembly will decide by how much to raise the enclosure off the ground within the range of 1.5-2ft from the floor to the bottom shelf of the enclosure. This will mitigate ergonomic concerns associated with bending down to use the bottom row of the enclosure. The future team will also decide which direction each printer access door will open.
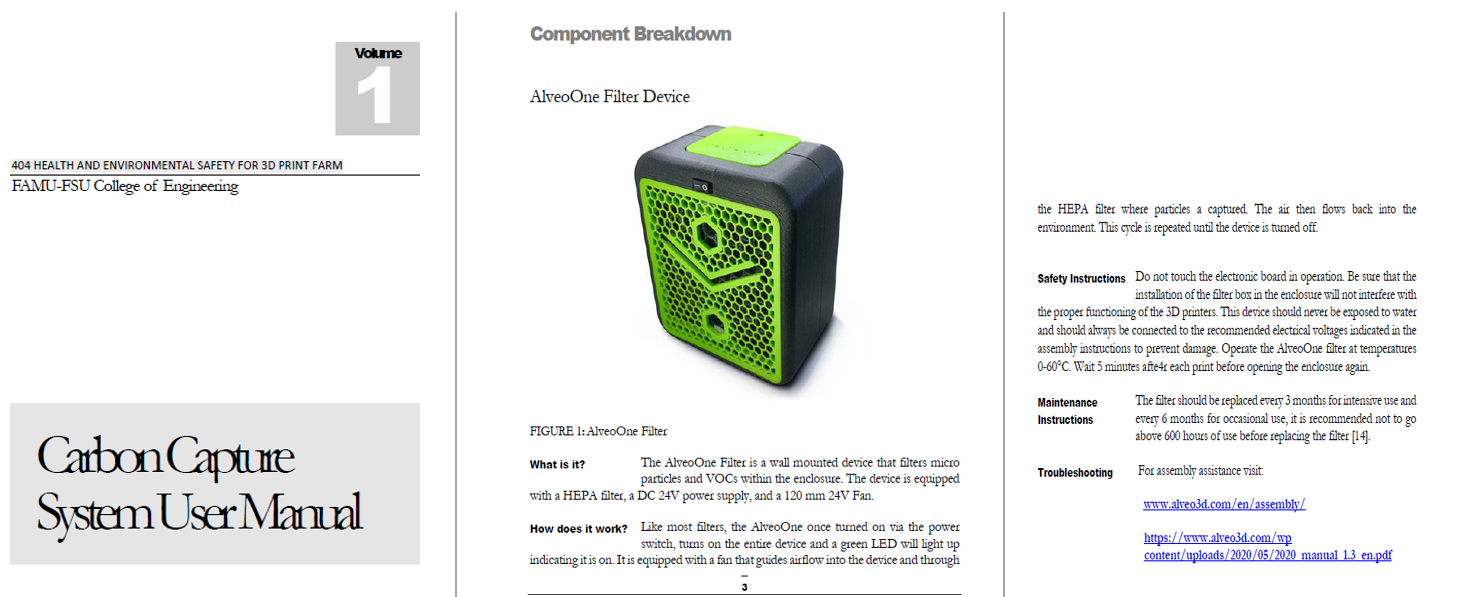
The carbon capture system user manual contains instructions for assembly, equipment maintenance, and troubleshooting. This will ensure proper use and maintenance of the system so that the 3D printing process does not revert back to causing health and environmental concerns. The enclosure assembly instructions were sourced from vention.io and the manufacturer manuals for the AlveoOne filter and PCE-RCM-16 Air Quality Meter are included.
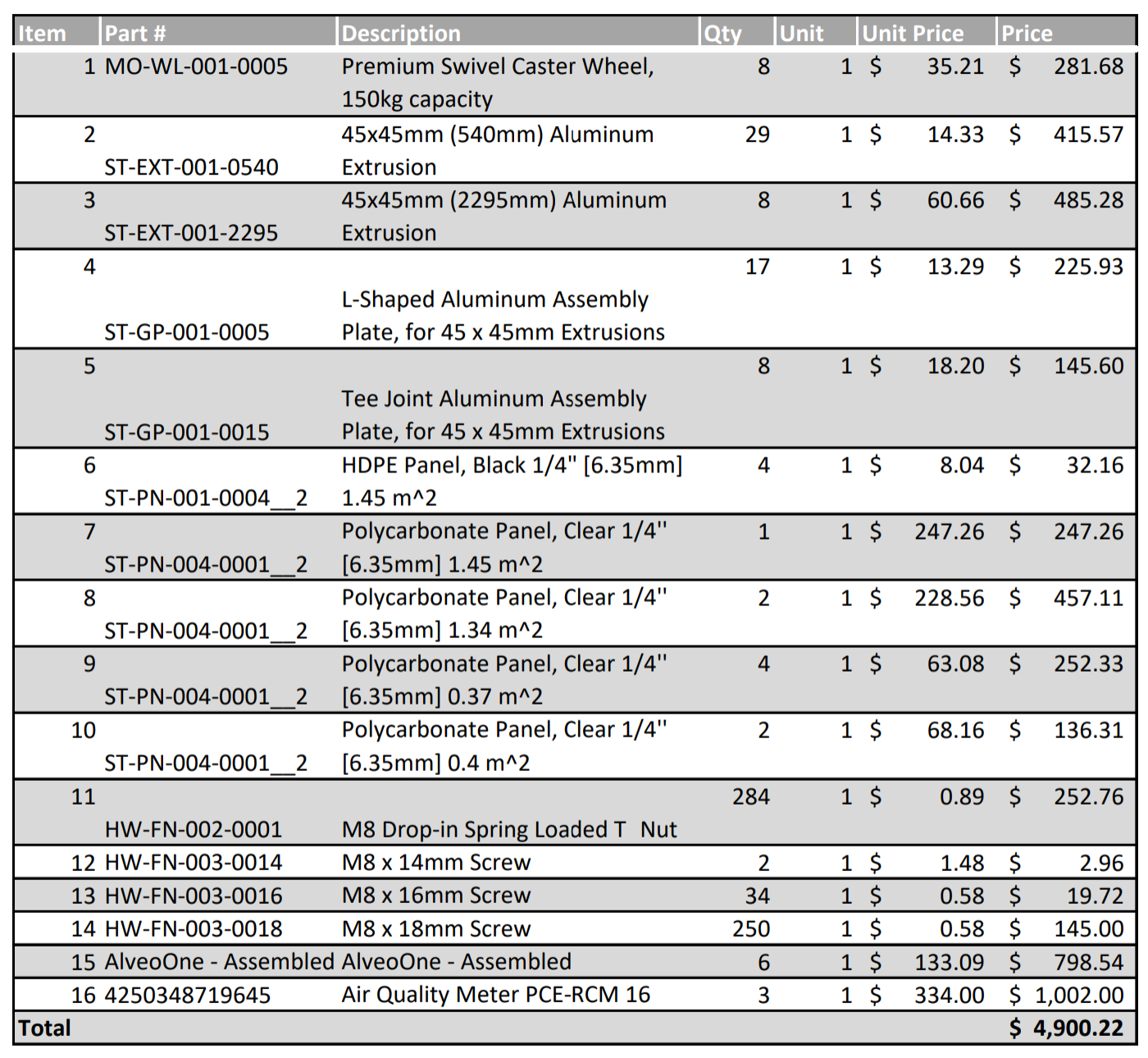
The unit price per carbon capture system amounts to $4,900.22 including all parts of the enclosure, AlveoOne filters, and PCE-RCM-16 air quality meters.